
Anodizzazione dell’alluminio e sue tipologie

Fino ad ora, l’alluminio è il miglior metallo per tutti i tipi di artigianato. È facile da maneggiare, leggero, resistente e non arrugginisce. Tuttavia, l’alluminio ha uno svantaggio: non è molto bello. La vernice non aderisce bene e l’alluminio non verniciato si ricopre di macchie scure nel tempo. Ma puoi trovare una via d’uscita da questa situazione: vale la pena fare riferimento alla procedura per l’anodizzazione dell’alluminio.
Contenuto:
Scopo dell’anodizzazione
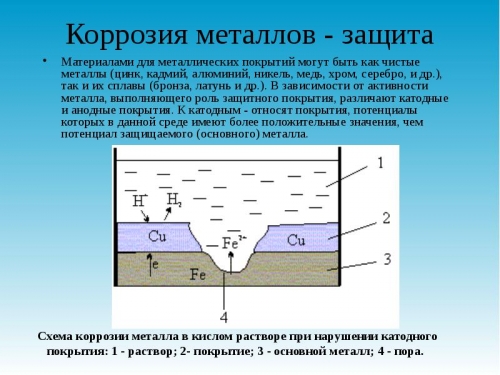
L’alluminio ha proprietà di combinarsi con l’ossigeno in un ambiente naturale, formando un film protettivo sulla sua superficie. È questo strato che impedisce al metallo di ossidarsi. Ma un tale ossido naturale può essere danneggiato, perché è molto sottile.
Questo problema può essere risolto con uno speciale processo di anodizzazione, che contribuisce a rendere il metallo più resistente e durevole ai fattori esterni. Dopo la procedura, la corrosione non minaccia l’alluminio. Il film che si forma per effetto dell’anodizzazione è altamente resistente all’usura, perché non si stacca nel tempo dalla parte lavorata.
Inoltre, l’anodizzazione non è un processo di applicazione di un rivestimento protettivo, come avviene con la cromatura o la zincatura. In questo caso il film protettivo di ossido si forma direttamente dal metallo protetto stesso. A proposito, titanio, alluminio e magnesio possono essere anodizzati..
L’anodizzazione in condizioni industriali viene effettuata in acido solforico al 20%. Ma è pericoloso e scomodo lavorarci a casa. Fortunatamente, è noto che si pratica un altro metodo di anodizzazione: utilizzando una soluzione di carbonato di sodio (soda) e cloruro di sodio (sale da cucina ordinario).
I vantaggi del processo di anodizzazione sono i seguenti:
- Dopo l’anodizzazione, il profilo in alluminio acquisisce grandi proprietà protettive;
- Omogeneità e velatura della superficie metallica;
- Eliminazione di tutti i danni (strisce e graffi) che derivano da danni;
- Elevate qualità decorative;
- Grande spessore del rivestimento protettivo in metallo.
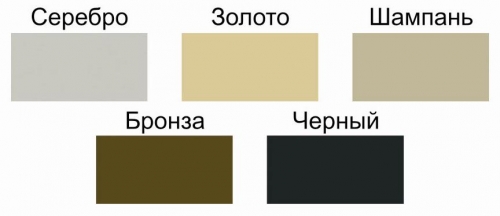
Spesso l’anodizzazione viene eseguita per migliorare le qualità decorative dell’alluminio e conferire al metallo la tonalità desiderata. Di solito scelgono le seguenti tonalità: oro scuro o chiaro, perle, argento con una lucentezza opaca. Il colore può essere cambiato usando i normali coloranti all’anilina per questo scopo, con i quali è consuetudine tingere i vestiti..
Anodizzazione a caldo
La procedura di anodizzazione a caldo è un processo di lavorazione dell’alluminio facile da ripetere a temperatura ambiente – 15-20 gradi. Semplici manipolazioni consentono di ottenere rivestimenti multicolori piuttosto belli dopo la verniciatura in un colorante organico. Se ti sforzi, puoi ottenere più colori contemporaneamente su una parte..
Basti ricordare le vecchie pistole sovietiche RPO-2, RPS-3, RPO-4 verde, che è il risultato del processo di anodizzazione a caldo del metallo. Il colorante era il noto verde brillante della farmacia. Questo metodo consente di ottenere ottimi risultati estetici, ma non è privo di inconvenienti..
Le parti lavorate in questo modo non mostrano una protezione contro la corrosione veramente elevata. In acqua di mare, nella zona di contatto con metalli aggressivi (acciaio inossidabile, titanio), si manifesta ancora corrosione. Anche la protezione meccanica di un tale rivestimento è insignificante: è facile graffiarlo con un normale ago d’acciaio. In un caso particolarmente sfortunato, lo strato “protettivo” può essere rimosso a mano.
Tuttavia, questo rivestimento “di bassa qualità” d’altra parte serve come base eccellente per ulteriori vernici. Che elevata adesione di qualsiasi vernice a un dato strato è impossibile da immaginare! Se usi la vernice epossidica, ottieni una protezione molto buona e abbastanza estetica. La vernice terrà per molto tempo e saldamente. Gli smalti nitro opachi avranno un bell’aspetto.
Algoritmo di anodizzazione a caldo:
Anodizzazione a freddo
La tecnologia “fredda” a una temperatura di lavorazione da meno 10 a più 10 gradi è stata inventata per due motivi: alta qualità, resistenza e durezza dello strato anodico in condizioni di freddo; basso tasso di dissoluzione della superficie dello strato e alto spessore dello strato.
Infatti lo strato sul lato metallico cresce e contemporaneamente si dissolve dall’esterno. Il tasso di crescita dello strato è approssimativamente lo stesso per entrambi i processi. Ma l’anodizzazione a freddo delle parti mostra un basso tasso di dissoluzione della pellicola protettiva esterna. Pertanto, è possibile ottenere uno strato piuttosto spesso. Ma con una procedura a caldo, il tasso di dissoluzione esterno dello strato protettivo raggiunge il tasso di crescita dello strato interno, quindi è impossibile ottenere uno strato spesso con questa opzione.
Il processo di anodizzazione a freddo richiede un raffreddamento profondo forzato. Questo è l’unico modo per creare un rivestimento bello, duro e durevole. Ad esempio, un fucile subacqueo con un tale rivestimento non avrà paura dell’acqua di mare con qualsiasi livello di salinità. E solo a contatto con il titanio, la corrosione può iniziare in un futuro molto lontano..

L’unico piccolo inconveniente di questa procedura è l’impossibilità di macchiare lo strato con coloranti organici. La colorazione dello strato protettivo risultante dal procedimento di anodizzazione a freddo è un processo naturale che dipende unicamente dalla composizione della lega in lavorazione. Le sfumature vanno dall’oliva verdastro al quasi nero o al grigio scuro.
Algoritmo di anodizzazione a freddo:
Fasi di anodizzazione
Ogni fase di anodizzazione di un prodotto in alluminio conferisce al metallo un altro vantaggio. La preparazione per il processo stesso consiste nell’immergere la parte in una certa soluzione alcalina, a seguito della quale l’alluminio viene completamente purificato da oli e contaminanti..
Dopo il risciacquo in una soluzione di soda caustica, verrà rimosso un sottile strato di alluminio che interferisce con il processo di anodizzazione. La stessa procedura di anodizzazione della parte in alluminio conferisce una superficie più densa, fornendo uno strato di film di ossido. Momenti decorativi di anodizzazione possono conferire al prodotto un certo colore e lucentezza.

E il processo di compattazione aiuta a chiudere i pori dell’alluminio, che ha una struttura piuttosto porosa. In generale, è chiaro che l’anodizzazione è necessaria per l’alluminio se si prevede di proteggerlo dalla corrosione e da altri danni. Inoltre, l’anodizzazione può conferire al prodotto un aspetto gradevole. Puoi completare questo processo a casa..
Errori tipici nell’anodizzazione
Come capisci, l’anodizzazione a freddo dell’alluminio è la più comunemente usata ovunque, a seguito della quale si ottiene un rivestimento molto duro e durevole con un’elevata protezione dalla corrosione. Tuttavia, nel processo di lavoro, le persone comuni spesso commettono errori, è necessario familiarizzare con quelli tipici per non ripeterli nella pratica..
Temperatura dell’elettrolita
Se durante il funzionamento si imposta la temperatura al di sotto di -10 gradi, non sarà possibile ottenere la densità di corrente anodica desiderata sul prodotto. Indipendentemente dal fatto che il reostato sia svitato al massimo e la tensione che arriva dall’alimentatore sia massima. Come risultato del basso livello di densità di corrente, il rivestimento crescerà lentamente e risulterà incolore..
Il problema è che la resistenza elettrica dell’elettrolita a temperature molto basse aumenta notevolmente, per cui la tua tensione non è sufficiente per la densità di corrente “corretta”. In questo caso, puoi procedere in due modi: aumentare la tensione a 100 volt, che è molto pericolosa, o riscaldare l’elettrolita a -10 gradi. La seconda opzione è preferibile.
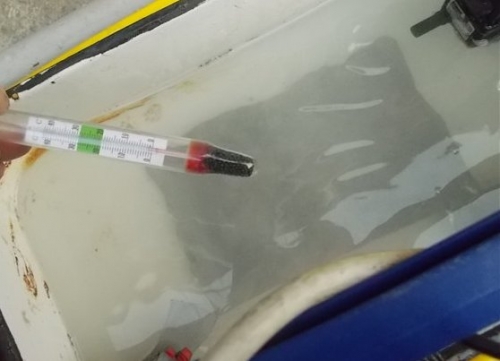
Se imposti la temperatura sopra più 10 gradi, la densità di corrente sarà corretta, ma lo strato di anodo risulterà piuttosto debole e non ci sarà colore, solo una sfumatura lattiginosa torbida. Quando viene superata la soglia della temperatura consentita, il processo di anodizzazione della casa cambierà in direzione qualitativa, passando dal freddo al caldo, cioè deteriorandosi. Anche lo strato freddo già accumulato si allenterà e si dissolverà gradualmente, anche se il colore non è completamente perso..
Densità anodica
Lo strato anodico cresce lentamente. Il colore dello strato protettivo appare bruscamente quando la densità di corrente anodica è di 1,5 – 1,6 ampere per decimetro quadrato. A una densità inferiore, lo strato risulterà incolore o bianco nuvoloso. Anche se la sua durata sarà tollerabile.
Ma è meglio che un piccolo margine di sicurezza (se hai commesso un errore nel determinare la superficie del prodotto) aderisca a una densità di 2 – 2,2 ampere per decimetro quadrato. Non dovresti aumentare la densità dell’anodo aumentando la corrente al di sopra della norma se vuoi che il processo proceda rapidamente. In questo caso, sarai perseguitato da raster e guasti di una parte..
In linea di principio, durante l’anodizzazione domestica, è consentita un’elevata densità di corrente con un’intensa agitazione dell’elettrolita e una buona rimozione del calore dalla parte. Ciò ridurrà il tempo di processo e consentirà la formazione di uno spesso strato protettivo (nell’industria, è possibile ottenere anche uno strato di anodo di 2 mm). Ma per questo è necessario fornire un raffreddamento di alta qualità delle parti durante il processo di anodizzazione..
Ricorda che l’elettrolita caldo è in grado di dissolvere intensamente lo strato anodico! In pochi secondi, le microzone di surriscaldamento sono completamente esposte al metallo bianco e una corrente scorre attraverso di esse, che è molte volte più del normale. E inizia l’incisione locale del metallo. Il prodotto può essere sciolto anche a metà in un paio di minuti..
Densità del catodo
Se la densità del catodo è troppo alta (l’area della superficie del catodo è insufficiente rispetto all’area del pezzo), questo non sarà un grosso problema quando si lavorano piccole parti situate alle diverse estremità del contenitore lontano da il catodo. Ma se è necessario anodizzare un prodotto dimensionale in un piccolo bagno, sorgeranno problemi: una tendenza alla combustione e all’incisione della parte.

Ricorda: la piccola dimensione del catodo provoca una distribuzione non uniforme delle linee elettriche di corrente sulla superficie del prodotto. E questo alla fine causa un aumento del rischio di burnout. Pertanto, rendere l’area del catodo 2 volte l’area della parte. Pertanto, durante il processo di anodizzazione, la corrente verrà distribuita uniformemente sulla superficie del pezzo..
Contatto della parte con la sospensione
Se la parte ha uno scarso contatto con la sospensione, non sarai in grado di raggiungere l’amperaggio corretto. Inoltre, quando viene applicata corrente al prodotto, le bolle di ossigeno lasceranno la superficie di bloccaggio e non dalla sua superficie. Oppure non si formeranno affatto. Questo problema si verifica a causa della creazione di un morsetto di scarsa qualità.
Varie opzioni, che consistono nell’avvolgere la parte con filo di alluminio, non sono affidabili. Il morsetto deve avere un perno filettato in alluminio. Solo tali modelli consentono di premere l’elettrodo sul prodotto con una forza sufficiente, garantendo un contatto elettrico affidabile.
Ora sai qual è la procedura di anodizzazione dell’alluminio, per quali metalli è ancora adatta e quali requisiti sono imposti quando si lavora con apparecchiature di anodizzazione. Esistono due tipi di anodizzazione: calda e fredda. Tuttavia, la prima opzione ha già esaurito la sua utilità. Prima di iniziare il lavoro, dovresti assolutamente familiarizzare con errori tipici per non ripeterli..